|
|
|

|
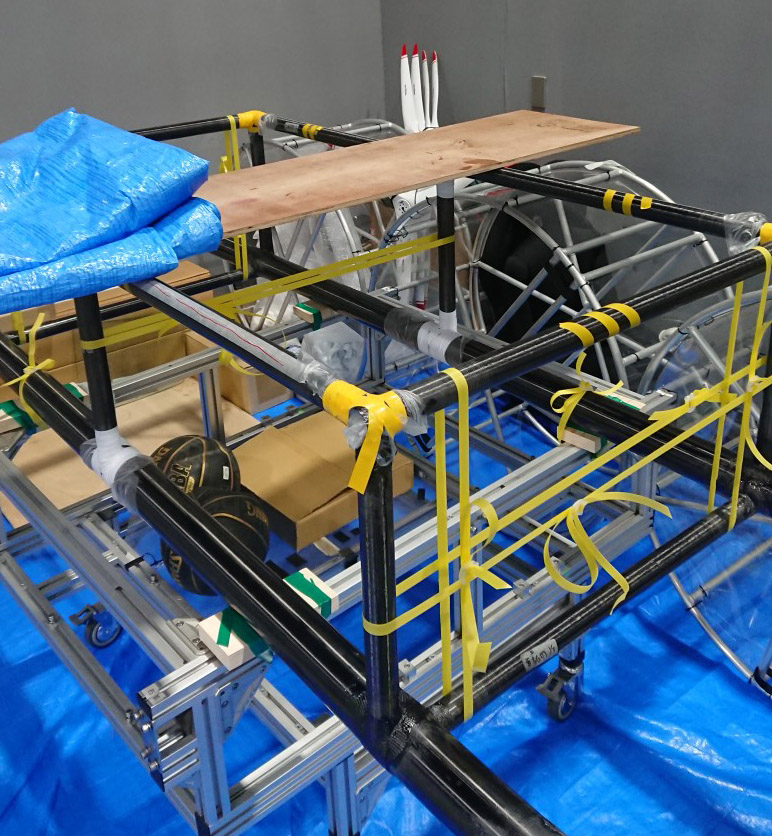
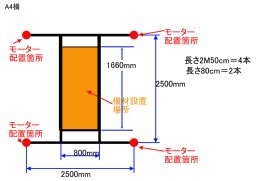
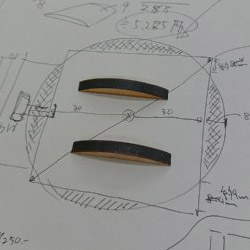
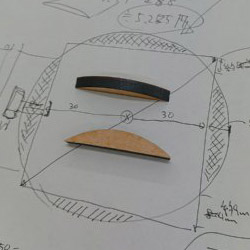
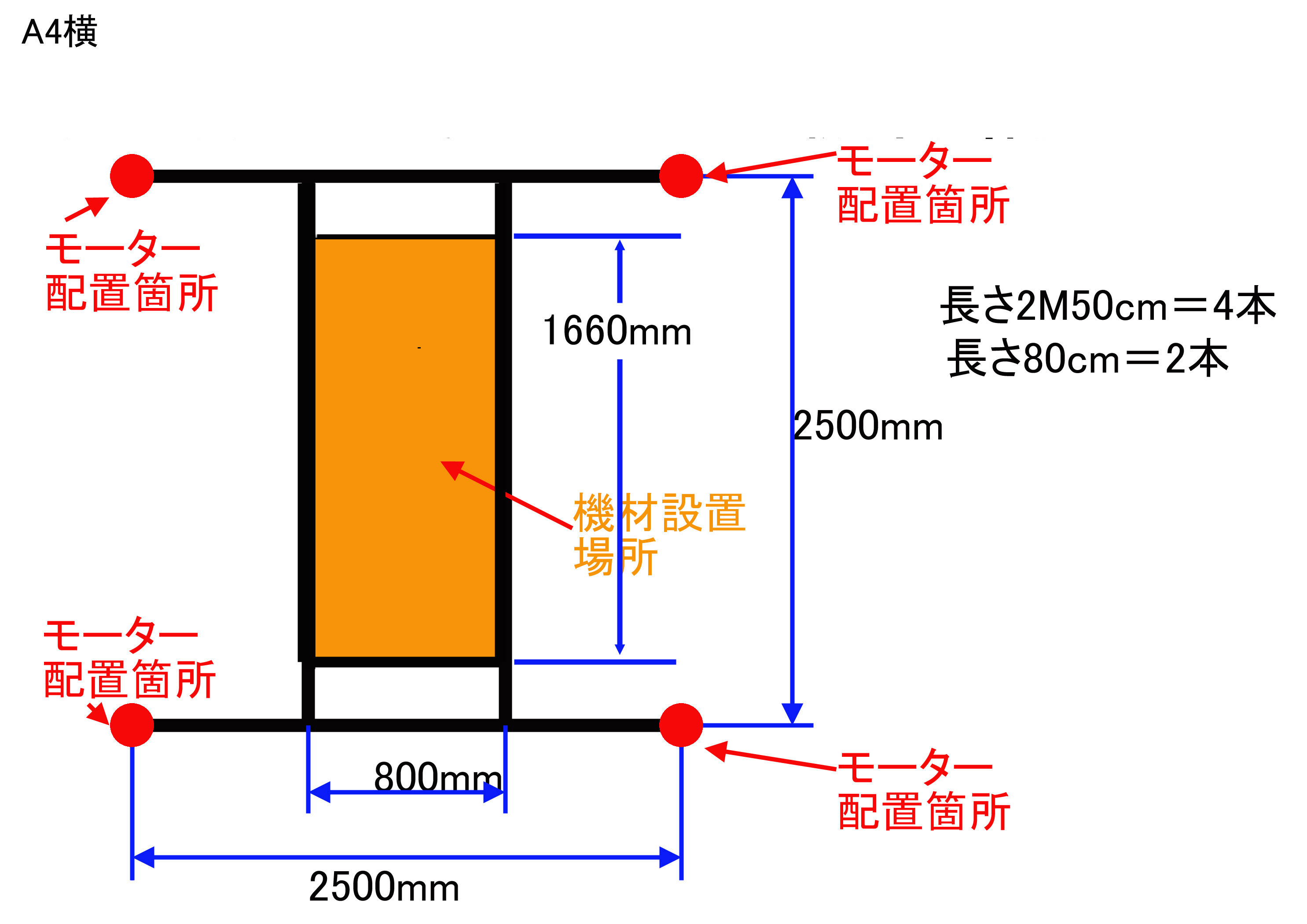
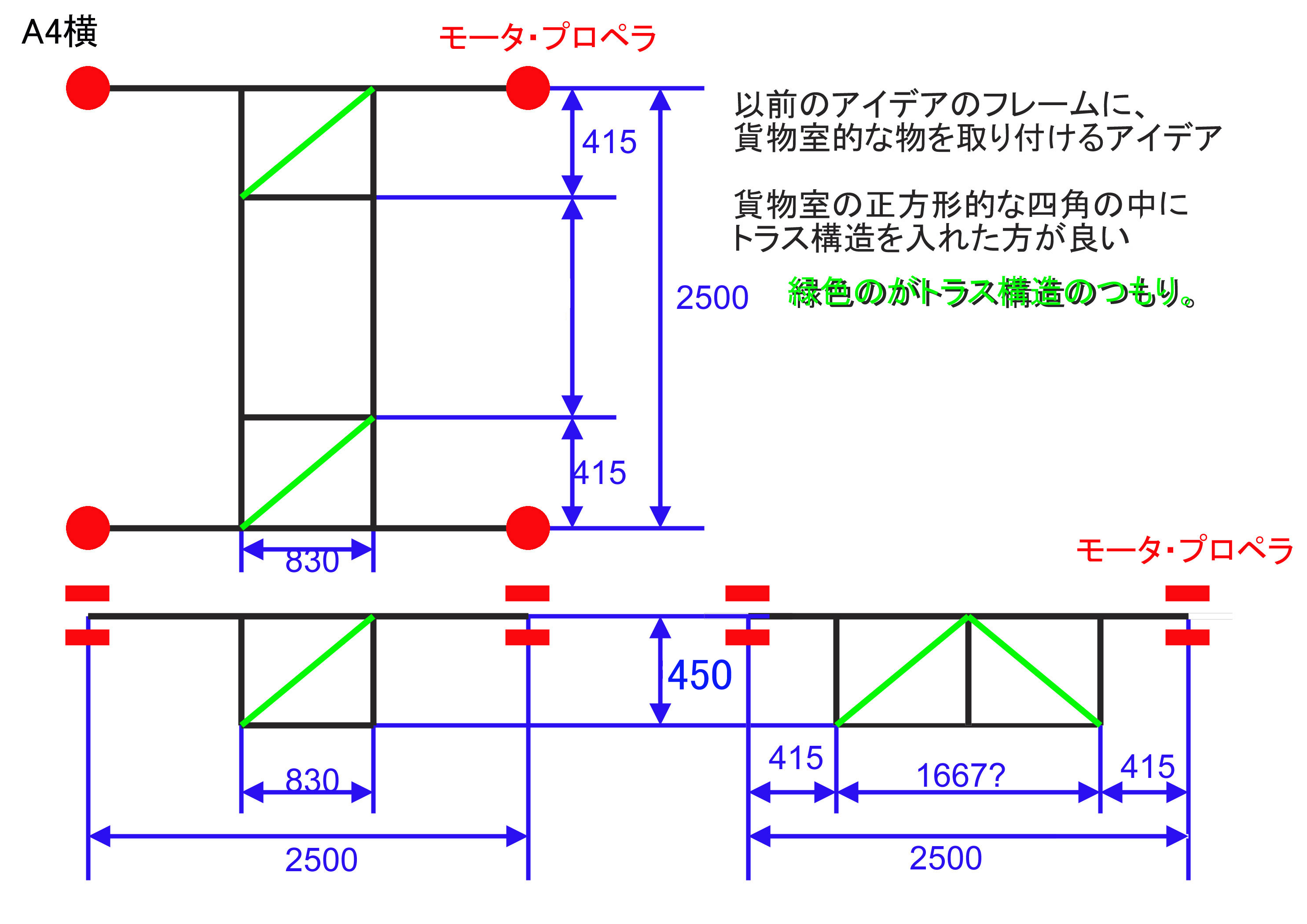
| 基本的な設計アイデアのポンチ絵 |
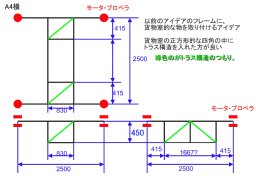
ポンチ絵の3面図 |
作業場の準備 |
|
kousakusho00a
|
kousakusho00b
|
kousakusho01
|
|

|

|

|
| 横長さ約3.3Mの作業の桁 |
天板の作成 |
天板の下に2層の棚 |
|
kousakusho05
|
kousakusho06
|
kousakusho07
|
|

|

|

|
納品されてきたカーボンFRPパイプ
後5本別送されてくる |
切削・研磨練習用のカーボンFRPパイプ
直径60mm・厚さ3mm |
ダイヤモンドコーティングされたカッターと砥石で
試しの切削と研磨練習 |
|
kousakusho13
|
kousakusho14
|
kousakusho15
|
|

|

|

|
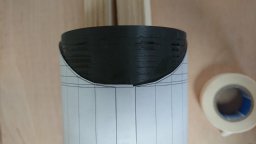
| 少しだけ研磨 |
えぐり加工の練習 |
えぐり加工の練習・これから研磨加工する
えぐり加工は24か所ある |
|
kousakusho16a
|
kousakusho16b
|
kousakusho16c
|
|

|

|

|
| サイクロン集塵機・自作 |
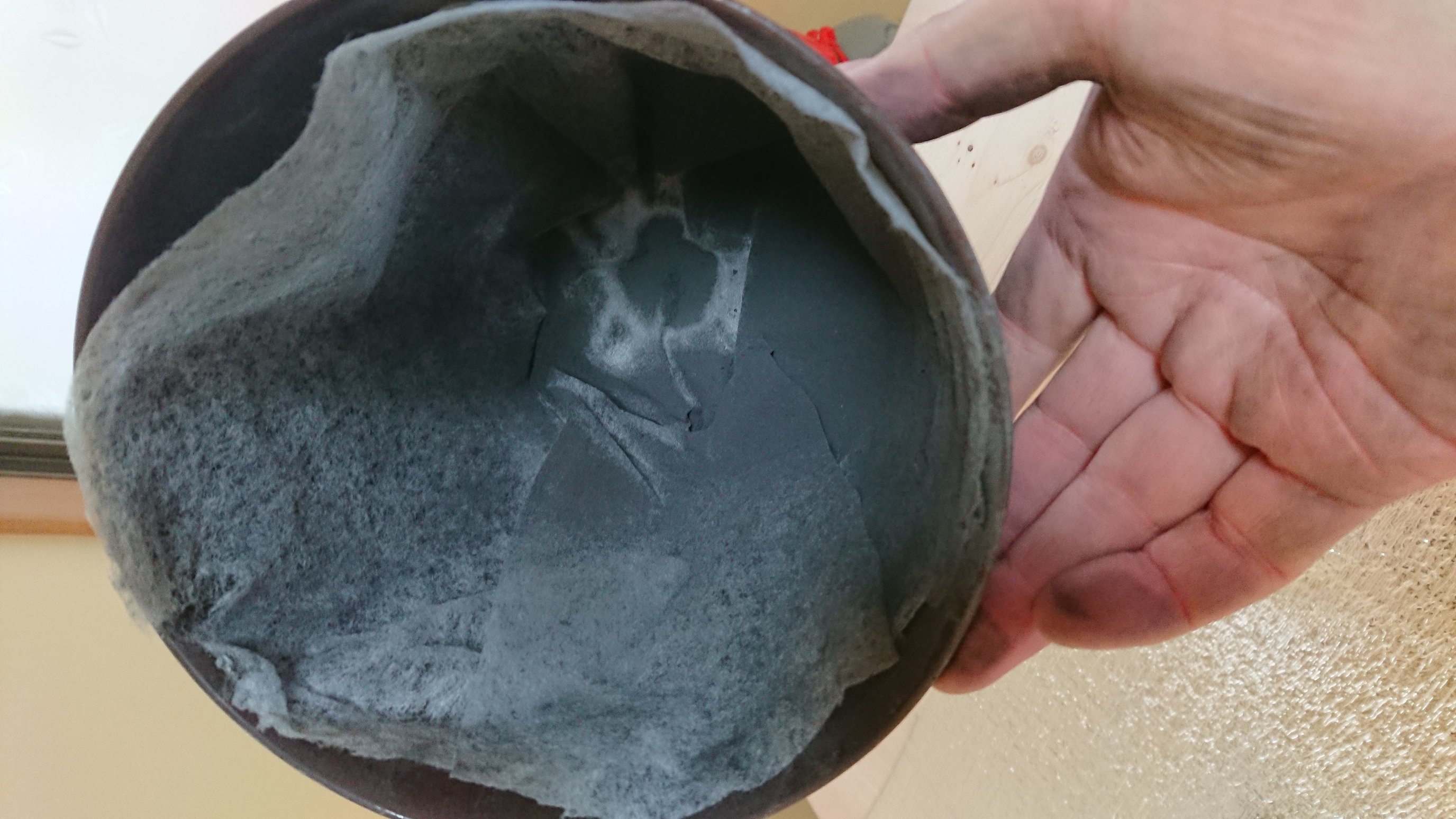
カーボンFRPパイプを切削・
研磨した際の粉塵の状態 |
サイクロン集塵機・自作 |
|
kousakusho17b
|
kousakusho18
|
kousakusho19a
|
|

|

|

|
| カーボンダストの集塵の状態 |
直径80mm・長さ2500mm・厚さ約3mmの
カーボンFRPパイプ
接合する先端部分を研磨する |
カーボンFRPパイプの縦の中心線の線出し |
|
kousakusho19b
|
kousakusho22
|
kousakusho23
|
|

|

|

|
カーボンFRPパイプの縦の中心線の線出し
半径40mm=高さ40mm |
カーボンFRPパイプの縦の中心線の線出し
半径40mm=高さ40mm |
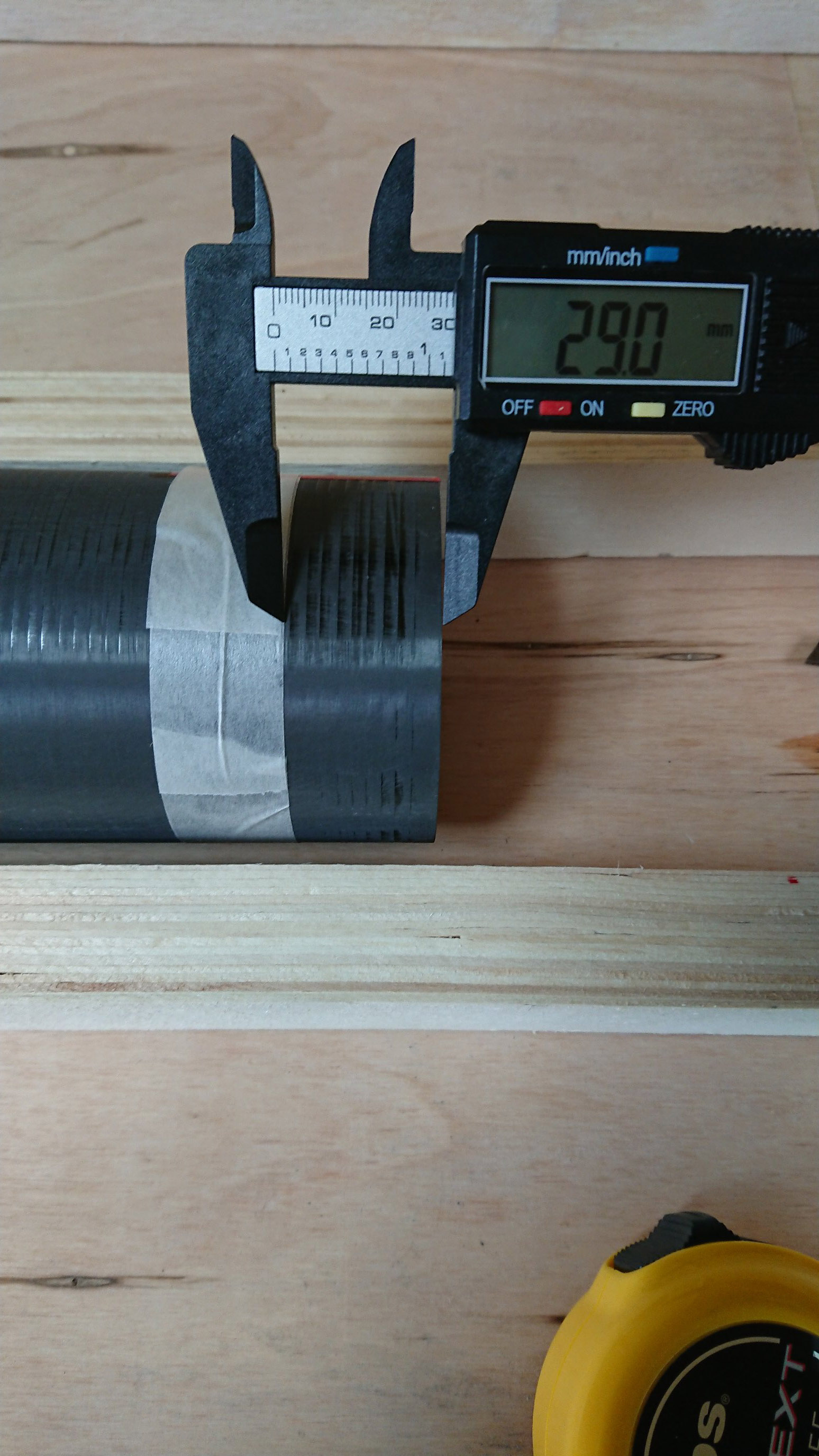
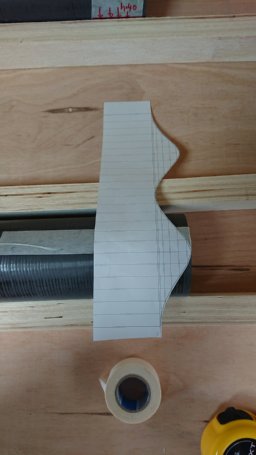
えぐり加工用の深さ限界基準テープ
先端から29mmが切削・研磨の限界 |
|
kousakusho24
|
kousakusho25
|
kousakusho26
|
|

|
|
|
えぐり加工用の深さ限界基準テープ
先端から29mmが切削・研磨の限界 |
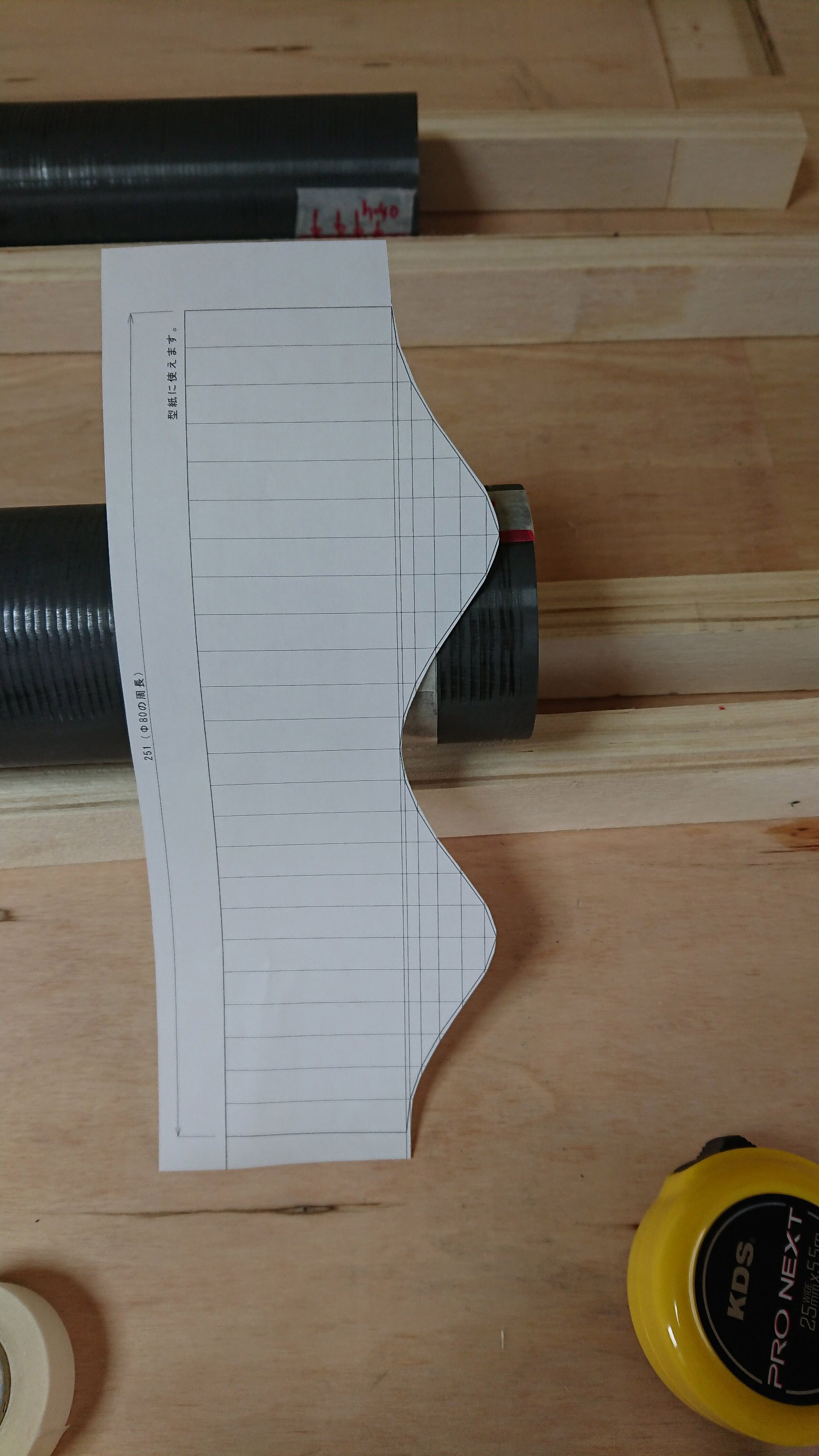
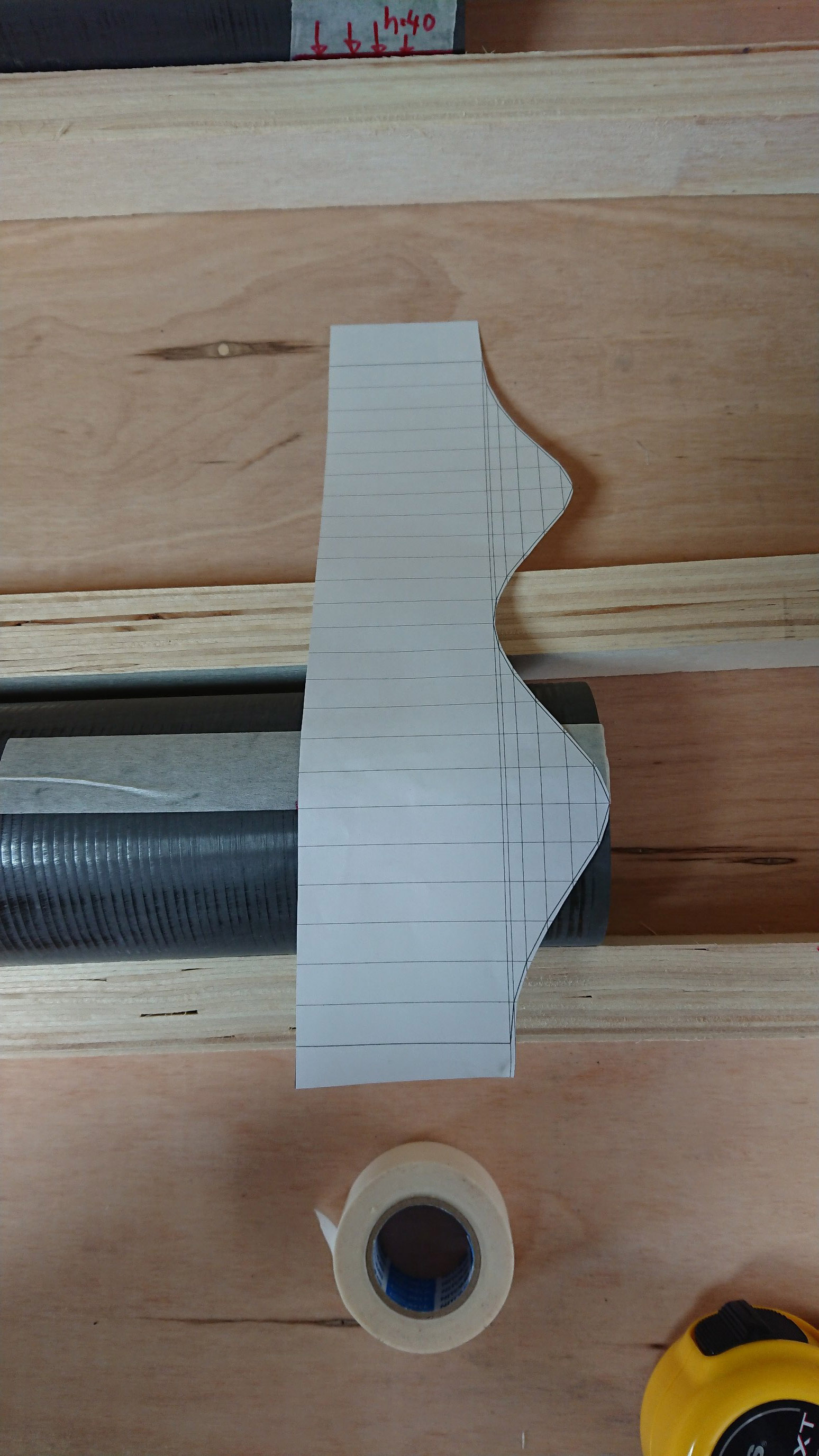
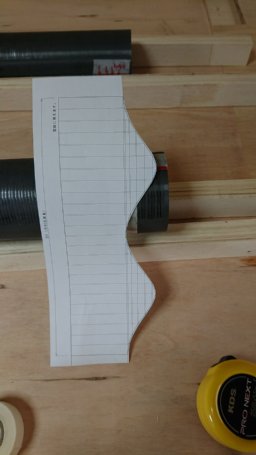
えぐり加工用の型紙・マスターベント |
えぐり加工用の型紙を中心線に合わせる
反対側にも型紙を中心線に合わせる |
|
kousakusho27
|
kousakusho28
|
kousakusho29
|
|

|
|

|
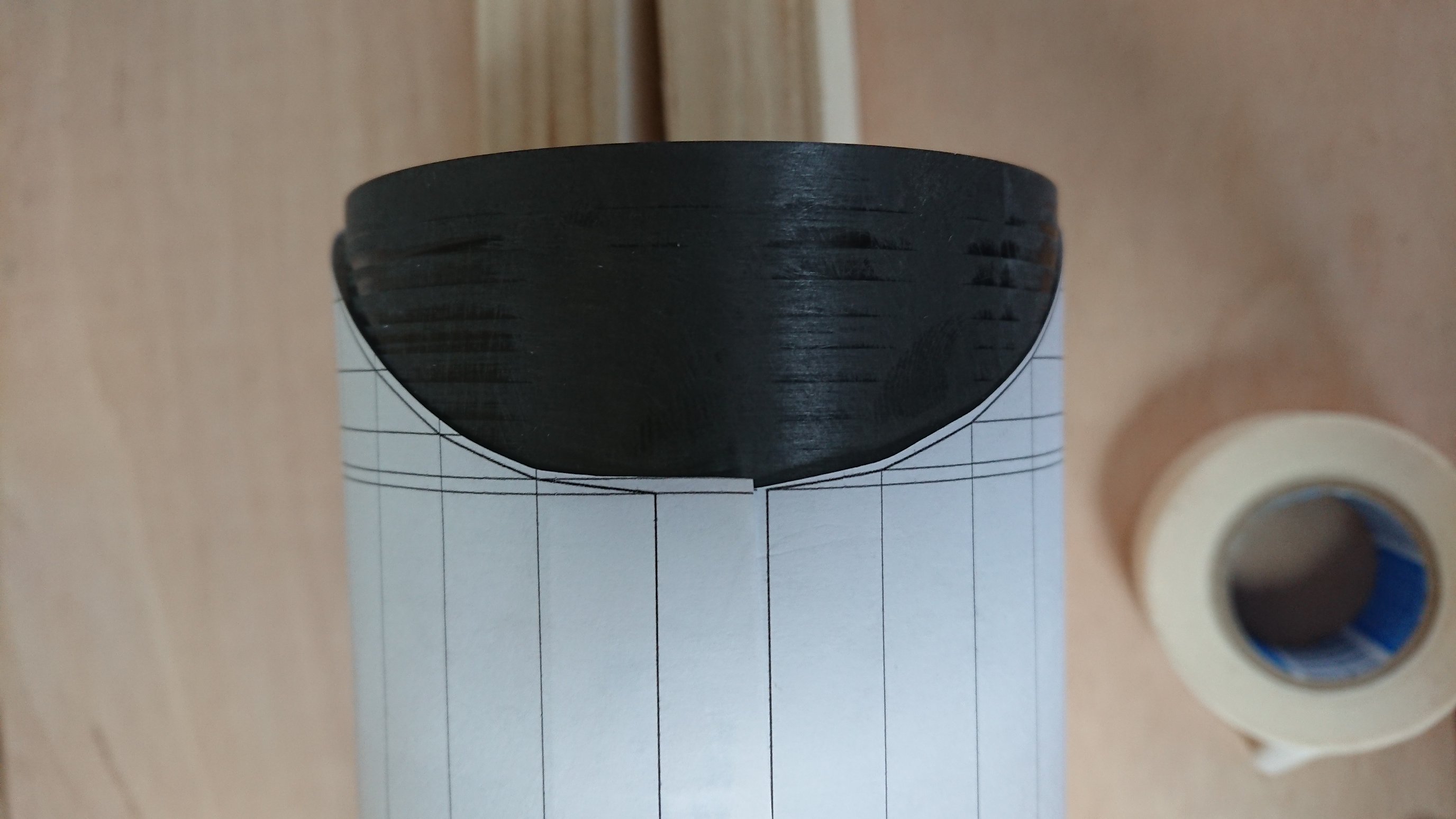
| えぐり加工型紙準備・正面 |
えぐり加工型紙準備・正面の裏側 |
えぐり加工集塵の実際 |
|
kousakusho30
|
kousakusho31
|
kousakusho32
|
|

|

|

|
| えぐり加工集塵の実際 |
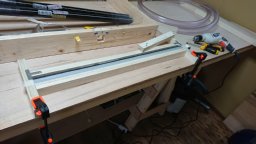
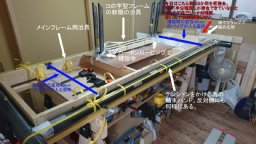
メインフレームの治具製作・長さ約2500mm
基準の直角と直線を出す |
メインフレーム上部の2本の桁が入った様子 |
|
kousakusho33
|
kousakusho36a
|
kousakusho36b
|
|

|

|

|
| 直角を確保する各種の定規 |
直径40mm・長さ450mmのパイプの
中心線を出す治具を製作 |
治具を使用して中心線を出す |
|
kousakusho38
|
kousakusho41
|
kousakusho42
|
|

|

|
|
| 治具を使用して中心線を出す |
治具を使用して中心線を出す |
治具を使用して中心線を出す
長さ900mm |
|
kousakusho43
|
kousakusho44
|
kousakusho45
|
|

|

|

|
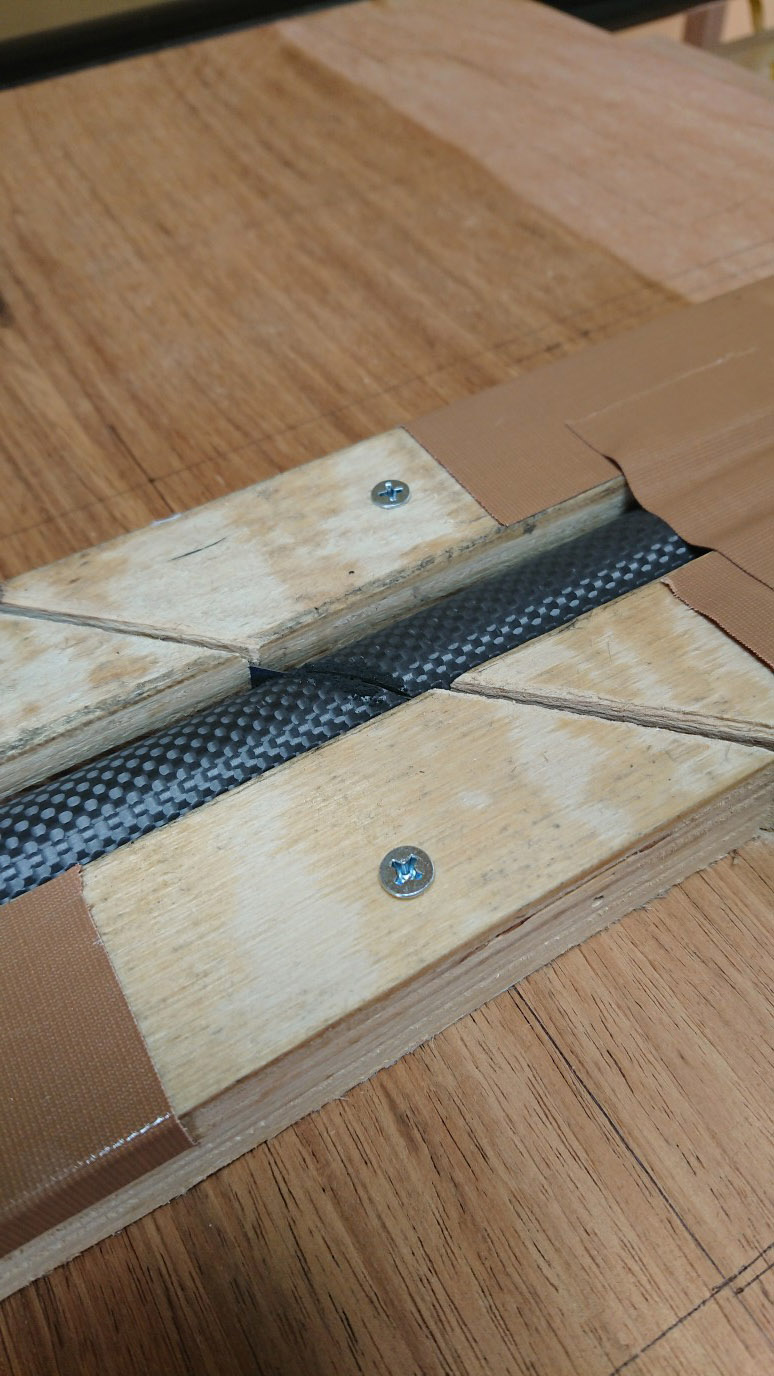
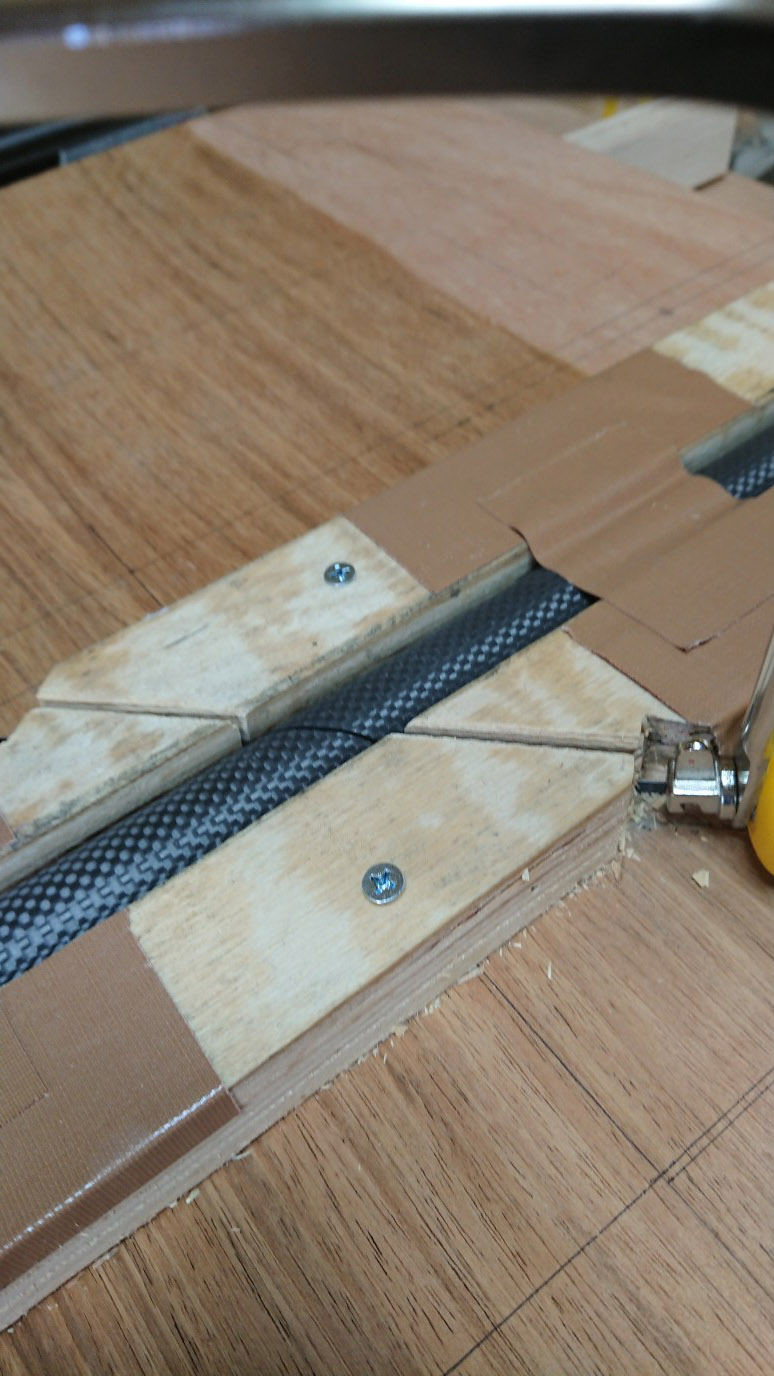
| えぐり加工の切削・研磨 |
パイプ接合の実際 |
パイプ接合の実際 |
|
kousakusho46
|
kousakusho47
|
kousakusho48
|
|

|

|

|
40mmパイプの”コの字型”接合
のための治具製作・直角確保 |
40mmパイプの”コの字型”接合
のための治具製作・直角確保 |
治具を2台作成 |
|
kousakusho49
|
kousakusho50
|
kousakusho51
|
|

|

|

|
| 接合部分の養生と下準備 |
接合部分の養生と下準備 |
接合後の養生の為に
縦にして24時間保管 |
|
kousakusho52
|
kousakusho53
|
kousakusho54
|
|

|

|
|
試しにエポキシ接着剤の中にカーボン
ロービングを入れて作ったエポキシパテ |
”コの字型”のフレーム枠の
仮補強作業の為の治具製作 |
作業の実際 |
|
kousakusho55a
|
kousakusho56
|
kousakusho57a
|
|

|

|

|
メインフレーム治具にカーボンFRPパイプを
装着し平行・直角を確保 |
結束バンドでテンションをかける |
パイプの直径80mm・結束バンドの高さも
80mmで平行にテンションがかかる |
|
kousakusho58
|
kousakusho58a
|
kousakusho59
|
|

|

|

|
結束バンドの裏側
取り外しが容易になるように |
接合前の前準備 |
先端部分の接合とテンションのかけ具合 |
|
kousakusho60
|
kousakusho61
|
kousakusho62
|
|
|

|

|
| 接合作業の説明 |
テンションのかけ具合 |
クランプを使っての圧着確保 |
|
kousakusho62a
|
kousakusho63
|
kousakusho65
|
|

|

|

|
| 結束バンドをねじってテンション強化 |
治具から抜き出す。ぴったりなので真上方向に
上げないと抜けない |
本番補強作業の為に3kカーボンシートを
事前にカッティング |
|
kousakusho67
|
kousakusho68
|
kousakusho68a
|
|

|

|
|
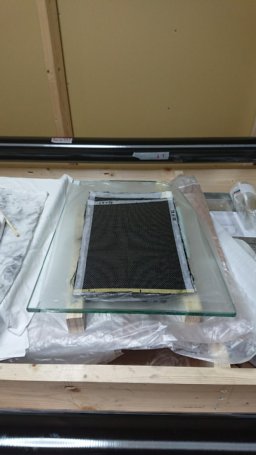
| 本番補強作業の為のガラス板 |
ガラス面上でカーボンクロスにエポキシを
含侵させ所定のサイズにカットする |
A4サイズとB4サイズ”ほつれ”が出ないように
上下左右をマスキングテープで養生する |
|
kousakusho69
|
kousakusho70a
|
kousakusho70b
|
|

|

|

|
|
kousakusho71
|
kousakusho72
|
kousakusho73
|
モーター1番側・補強工事完了
接着接合部補強9層
84mmグルッと補強10層 |
モーター2番側・補強工事完了
接着接合部補強9層
84mmグルッと補強10層 |
モーター3番側・補強工事完了
接着接合部補強9層
84mmグルッと補強10層 |
|

|

|

|
モーター4番側・補強工事完了
接着接合部補強14層
84mmグルッと補強7層 |
Intentionally Blank |
Intentionally Blank |
|
kousakusho74
|
kousakusho74a
|
kousakusho74b
|
|

|

|

|
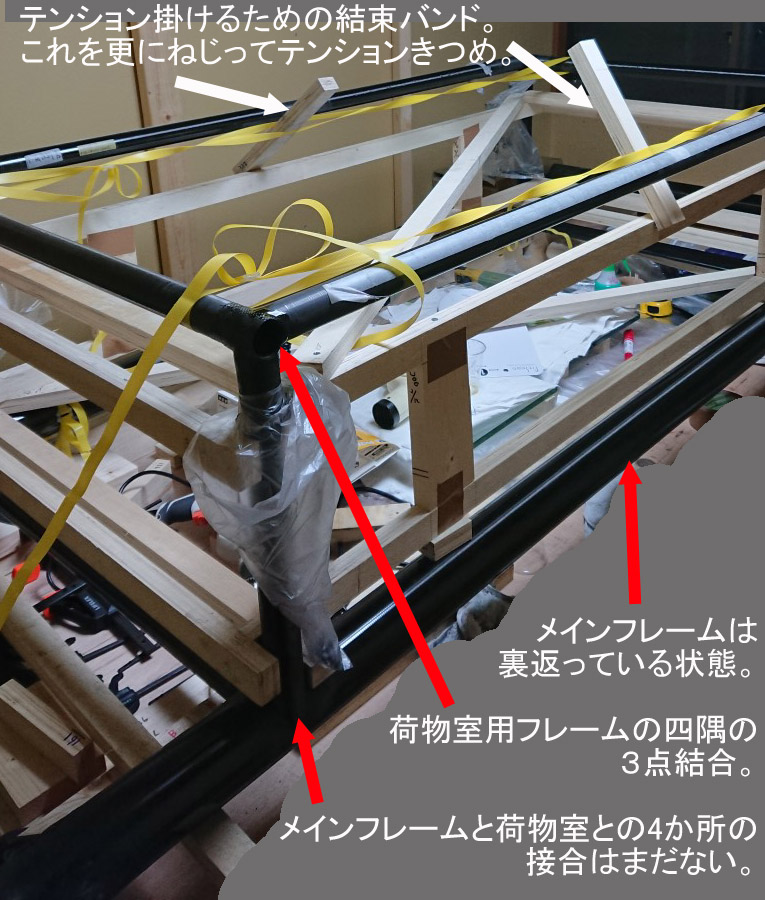
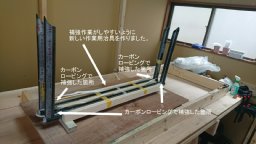
荷物室工作用治具その1
治具の仮組み合わせ確認
作業を考慮して治具をワイヤーフレーム化 |
荷物室工作用治具その2
3点結合部4か所と
メインフレーム結合部4か所
合計8カ所の仮接合と本接合を
同時に行わなくてはならない。 |
荷物室工作用治具その3
角の3点結合部のアップ
3点結合部は未補強の状態 |
|
kousakusho76
|
kousakusho77
|
kousakusho78
|
|

|

|

|
|
kousakusho79
|
kousakusho81
|
kousakusho82
|
|

|

|

|
|
kousakusho83
|
kousakusho84
|
kousakusho85
|
|

|

|

|
けいはんなKICKへ移設。R3年4月6日実施。
治具組み立て仮接着準備の様子。 |
上下と左右にテンションをかける。左右テンション
無いと80mmパイプとの接続箇所が開く。 |
確実に保持している。 |
|
kousakusho86
|
kousakusho87
|
kousakusho88
|
|

|

|

|
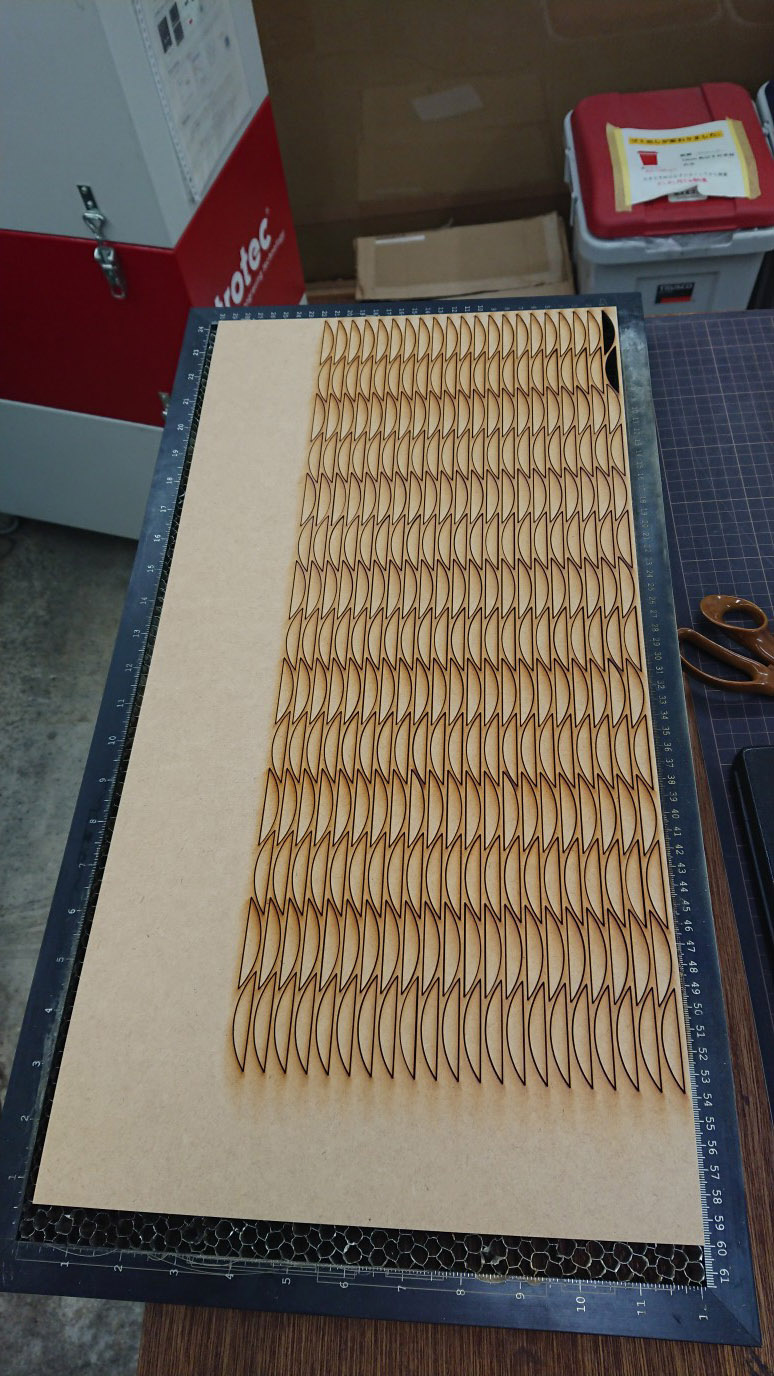
レーザーカッターでモーター支柱用のスペーサーの
単位断片スペーサーを作る。9枚積層で1つ。 |
294枚の単位断片をレーザーカッターで
切るのに約1時間かかった。 |
単位断片を9枚積層して圧着中
|
|
kousakusho89
|
kousakusho90
|
kousakusho94
|
|
|
|
|
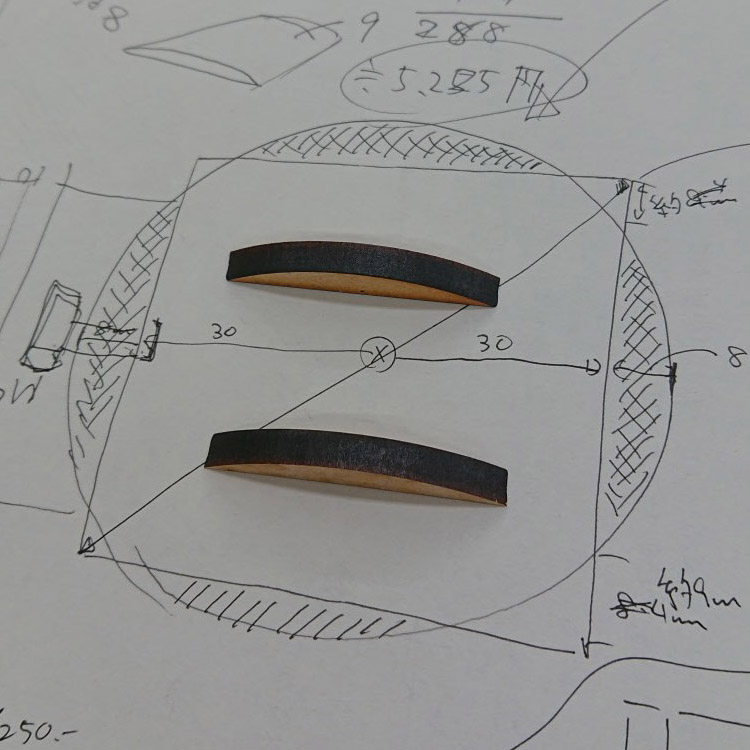
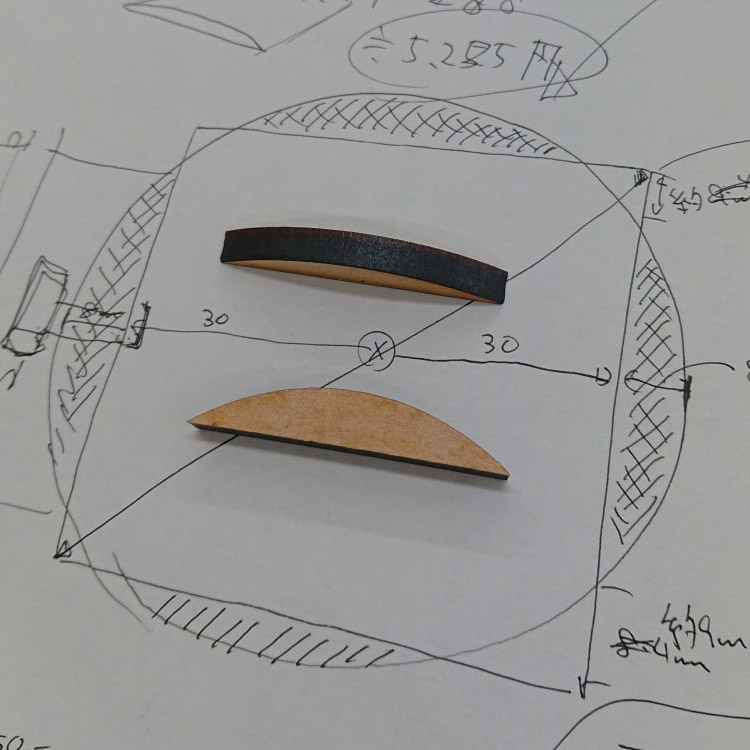
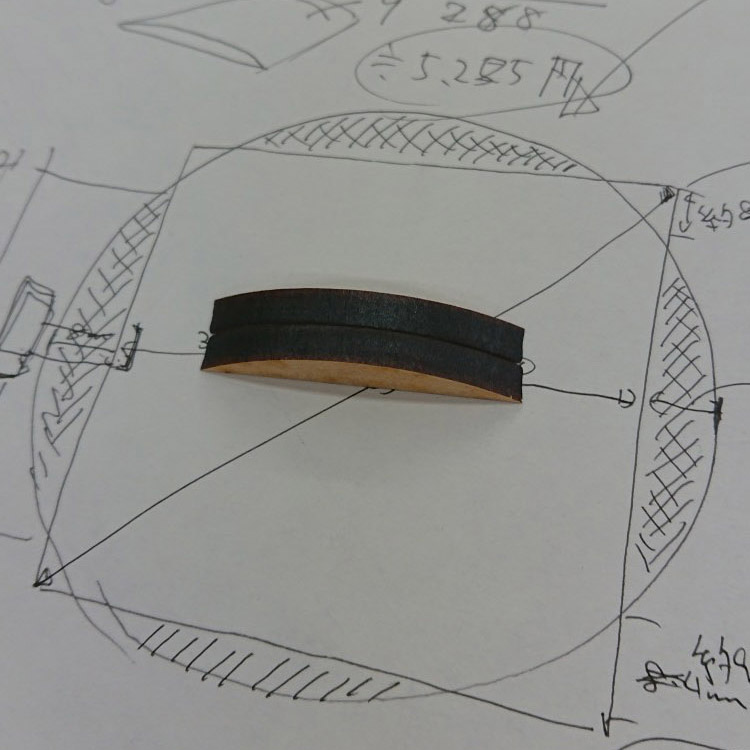
| スペーサー単位断面。横約4.5㎝・高さ約8mm |
高さ8mmのスペーサー基礎単位
幅約4.5㎝。これを9枚積層する。 |
2枚積層した様子。
これを9枚積層し約5cmのスペーサーを32個作る。
この後、表面を研磨してからエポキシを塗布する。 |
|
kousakusho91
|
kousakusho92
|
kousakusho93
|
|
|
|
|
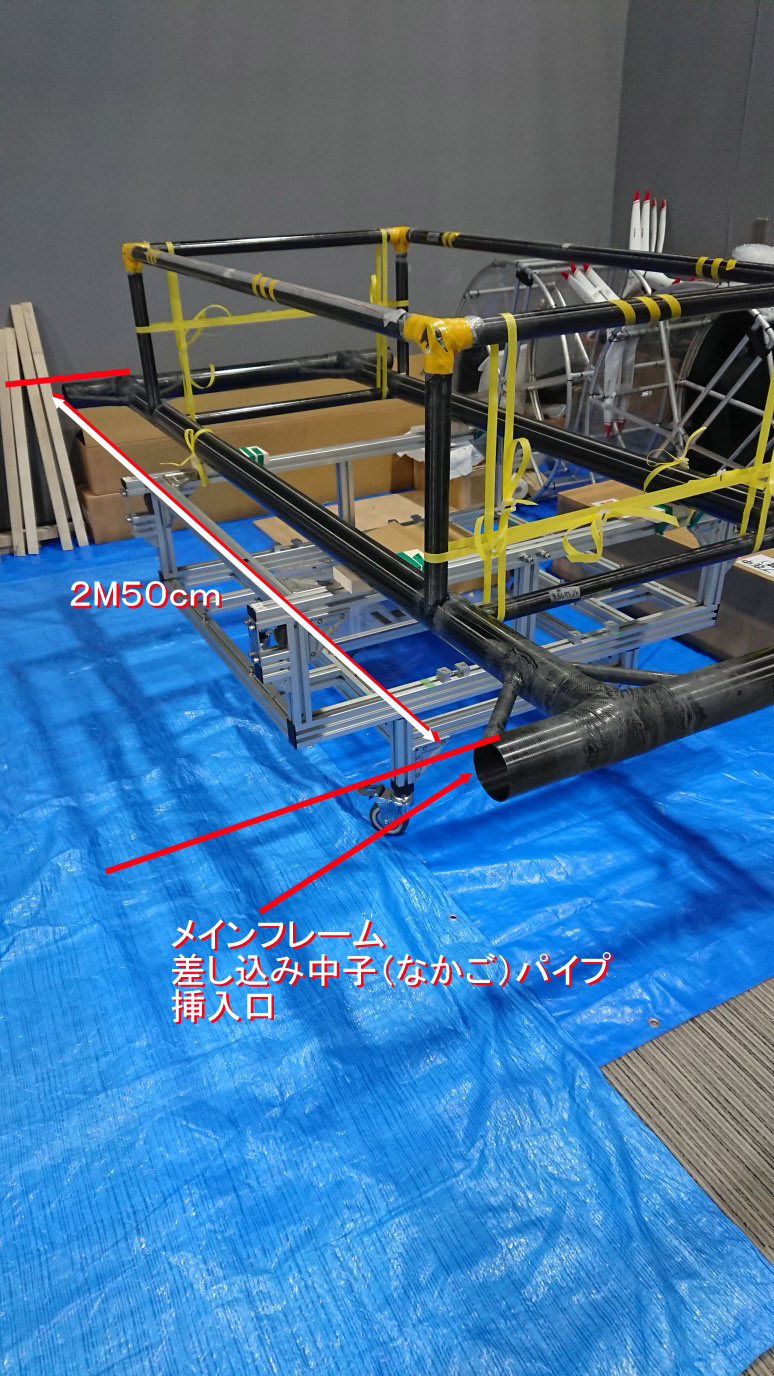
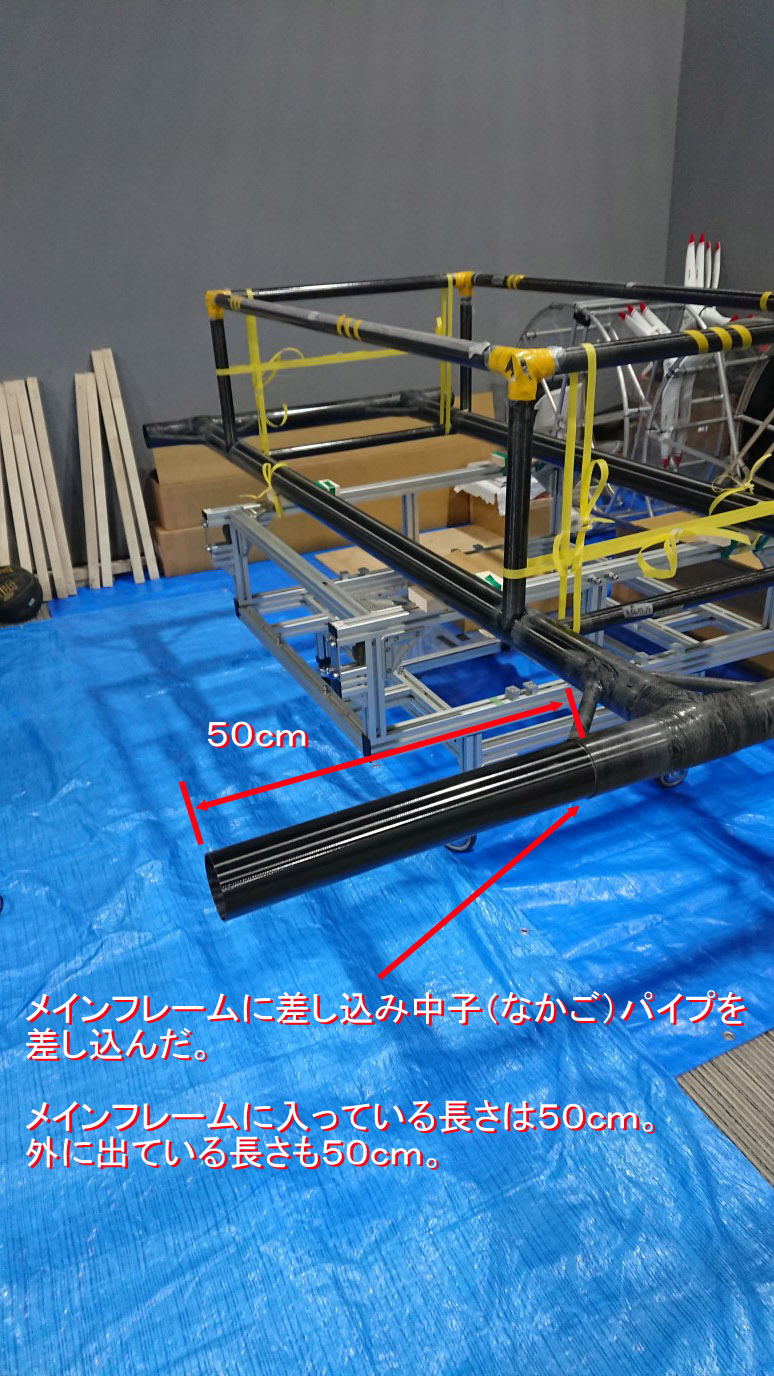
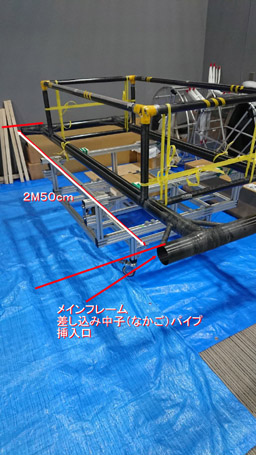
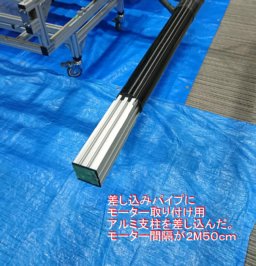
メインフレーム
|
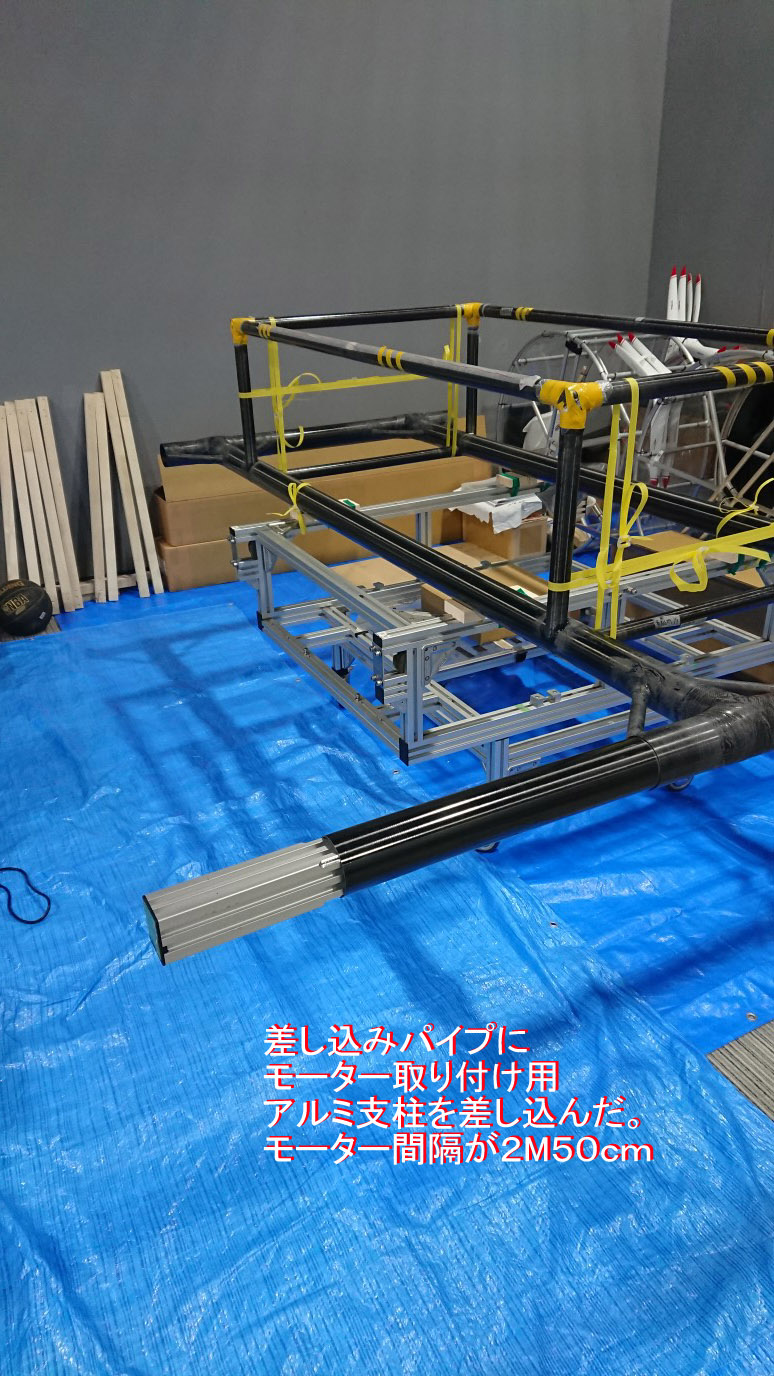
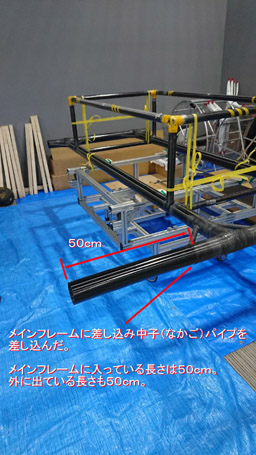
モーター支柱差し込み口
|
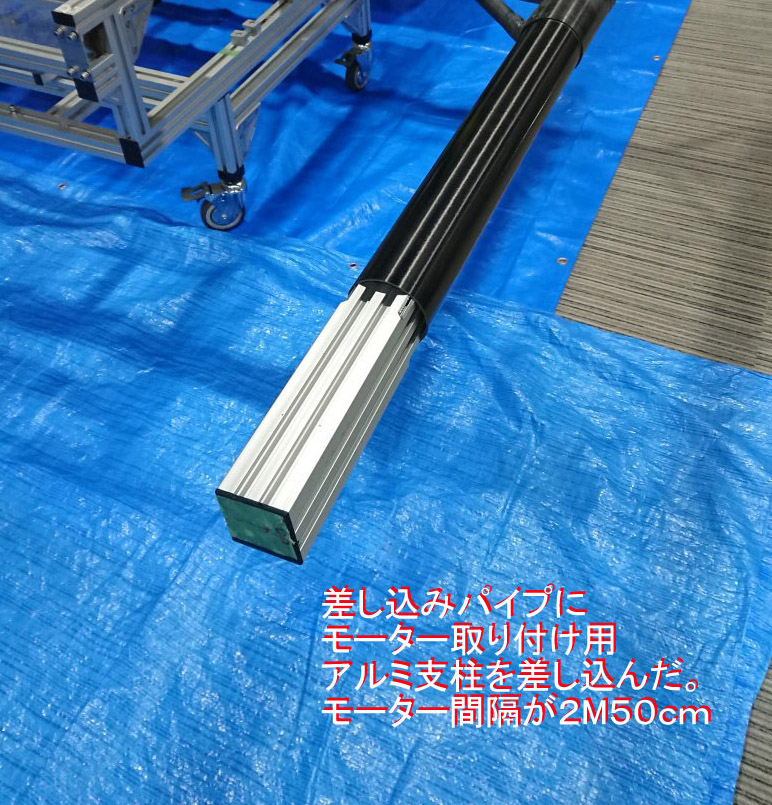
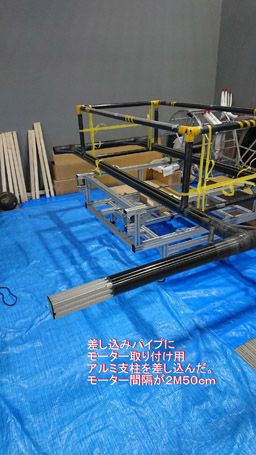
モーター支柱を差し込んだ様子
|
|
kousakusho95
|
kousakusho96
|
kousakusho97
|
|
|

|

|
| メインフレームの差し込むモーター支柱を支える中パイプに60mm角のアルミ支柱が入った所。 |
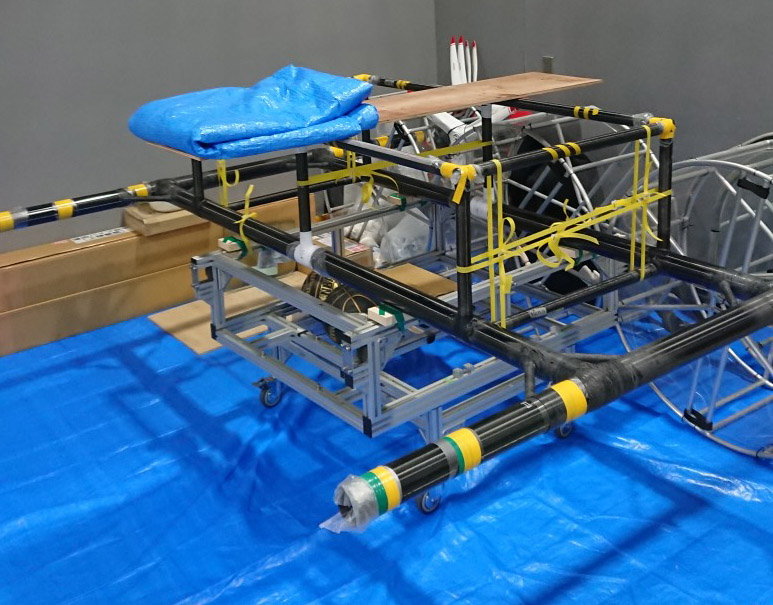
補強の様子。 |
令和3年4月15日
ようやくメインカーボンフレームへの製作が終わる。 |
|
kousakusho98a
|
kousakusho98b
|
kousakusho98c
|












{kind=link}